





 扫一扫
扫一扫
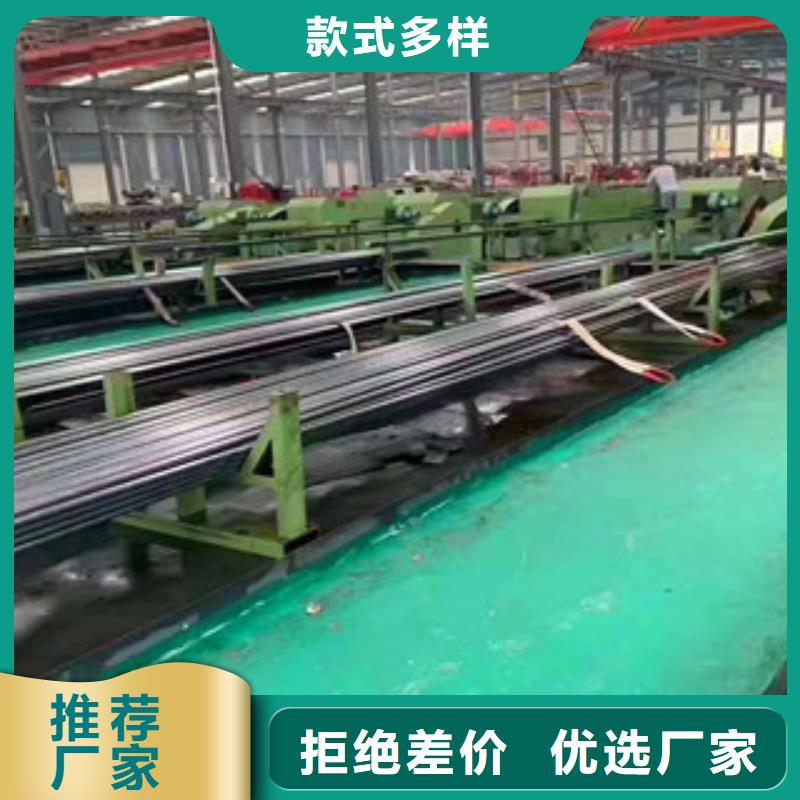
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
龙丽金属材料有限公司技术力量雄厚、生产制造精良、售后服务佳,并具有一套切实可行的质量保证体系,拥有强大的安装调试队伍。我公司宗旨:以新的机制、新的起点、继续致力于 精拉无缝钢管、的研究和开发,努力提高自身素质,增强市场竞争力。我公司全体员工真诚期待携手与您合作,为我国 精拉无缝钢管、事业作出大的贡献,为我们的美好明天奋斗。
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
精密钢管生产方式:
(10)流体动力润滑拔管。图9为流体动力润滑拔管的示意图。拔管时在拔管模前安装一个压力管,压力管具有一定的长度lH,其内壁与管料外表面之间只存在较小的间隙。拔制过程中,润滑剂由向前移动的管材携带通过压力管到达变形区前。由于压力管内壁与管材表面之间的间隙较小,而拔制后随管材一起离开变形区的润滑剂又比较少,因此,润滑剂在通过压力管时受到强力的挤压,润滑膜的压力P逐渐升高,这就是流体动压的效应,它是建立流体动力润滑拔制的物理基础。若在变形区前润滑膜的压力达到足以使管材表面和模壁分开,使两者之间完全充满润滑剂,形成液体摩擦,这样可大大改善润滑条件,达到降低拔制力提高道次变形量以及减少模具消耗的目的。实现流体动力润滑拔管的基本条件是:有一个具有一定长度的压力管,拔制速度较高,使用粘度较高的润滑剂。流体动力润滑主要用于无芯棒拔管。
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
管材生产中穿透管壁的突发性纵向开裂,通常出现在空拔管中。因为空拔后管材外表面存在较大的切向拉伸残余应力(见管材冷拔变形原理)。管壁厚和气温低时发生空拔爆裂倾向更大。为防止纵裂缺陷,空拔时减径量不能过大,连拔道次要少,拔后应及时烘烤或退火。为防止精密钢管爆裂也可采用滚模拔制。(见管材冷轧冷拔)
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
精密无缝钢管 42crmo精密钢管设备齐全支持定制")
技术支持:127x.com